紙張絲流是印刷中重要但易被忽略的一環,絲流方向與抗撕裂力、捲曲、伸縮性有關,對印刷、加工、折紙、裝訂、書籍挺度和翻開適性有很大的影響。
一、絲流(絲向):
紙張纖維排列的方向,在機造紙張中的纖維,大部份會朝同一方向排列。
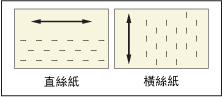
直絲紙grain direction(長絲流、縱紋紙、順絲流)
絲流方向與紙張長邊平行者,如25”x35”尺寸紙張,以25標示於前者屬之。
橫絲紙across the grain(短絲流、橫紋紙、逆絲流)
絲流方向與紙張短邊平行者,如35”x25” 尺寸紙張,以35”標示於前者屬之。
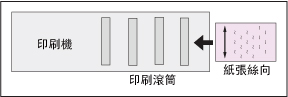
二、絲流與印刷
印刷必須採用絲流方向一致的紙。由於長短絲流混合的紙,每張的收縮程度不同,會使印刷時十字規位套印不準確。 直絲紙的伸縮小於橫絲紙;印刷時絲向與印刷滾筒平行,可避免紙張伸縮及硬度造成套印不準、打皺或摺痕,目前印刷機多能將紙張伸縮影響降至最小。
三、絲流與裝訂
摺紙時,絲流方向與摺線平行,摺邊才會平順,否則摺線精確度變差且易產生浪邊,對折處若印刷油墨太多,亦容易造成墨膜破裂。 裝訂時,絲流方向與裝訂邊平行,書刊較利於翻閱,膠裝時較不容易變形(尤其冷膠),否則紙頁傾向變弱,書頁較不密貼,封面會捲起,因書頁會彎回纖維彈性抽緊的反向,書刊較不容易攤平展讀。

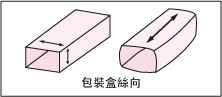
四、絲流與包裝
製作包裝盒時,絲流方向要平行盒口,挺度強、承受力大,盒型才會方正,適合堆疊陳列,否則盒口鬆軟承受力較差,盒型容易彎曲變形,不利堆疊陳列。 商標紙絲流要和罐身高度平行才能使自動包裝機順利作業。
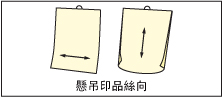
五、絲流與懸吊式印刷品
懸吊式印刷品如月曆、海報,絲流方向要垂直於地心引力,紙張受到溼氣時雖會向上捲曲,但向上捲曲的力量會被重力往下拉而抵銷,使紙張依然保持平整,否則紙張容易左右內捲變形。
六、絲流與裱貼
紙張或紙板裱貼時,絲流方向要相互垂直,紙張受潮捲曲變形,剛好上下左右相互抵銷,使紙張在裱貼時不會因濕氣而變形,保持紙面平整,挺度增強,否則裱貼時因受捲方向相同產生加乘作用,而擴大變形現象。
七、絲流檢驗法
(1)外觀法:未拆封的紙其商標紙上印有箭頭方向,即為絲流方向。
(2)彎曲法:將厚紙板或一疊薄紙,依長邊與短邊兩方向作彎曲測試,彎曲的方向與絲流方向平行時抗力較小,反之抗力較大。
(3)撕紙法:將紙的長邊與短邊,徒手撕開,撕痕平直順手為絲流方向。若撕紙方向與絲流方向垂直時撕痕較不平整且抗力較大不易撕開。
(4)紙條法:長短邊各取2x20cm,兩張重疊握住尾端,若紙條分離,則上面紙條方向為絲流方向,若兩紙密合則下面紙條方向為絲流方向。
(5)紙邊比較法:較不精確,一般較平齊的一邊是絲流方向,較粗糙的一邊是垂直絲流方向。
(6)摺紙法:將紙張橫摺一次及縱摺一次,較平滑摺痕的方向即為絲流方向。
(7)濕紙法:將整張或註明方向的小紙樣,使其單面浸濕,紙張會朝乾面捲曲,捲曲方向的軸線必定與絲流方向平行。
作者:飛盟廣告設計 印刷 經理/王焜台
| 










 網站流量:483170
網站流量:483170





















































